Im August 2014 bekamen wir die Gelegenheit, die Uhrenmanufaktur NOMOS Glashütte zu besichtigen.

Das Unternehmen ist konzernunabhängig und inhabergeführt, was selten geworden ist, in der Welt der guten Uhren. Vier der fünf Gesellschafter sind im Unternehmen tätig, zwei davon, Uwe Ahrendt und Judith Borowski, in der Geschäftsleitung. Roland Schwertner, der Gründer und Mehrheitseigner hat sich jedoch aus dem operativen Tagesgeschäft weitgehend zurückgezogen, steht dem Unternehmen aber immer noch beratend zur Verfügung.
Welche Grundsätze verfolgt das Unternehmen NOMOS Glashütte und was sind die Erfolgsfaktoren, die NOMOS zu dem gemacht haben, was es heute darstellt?
Die wesentlichen Elemente sind:
- Gutes Design und hoher Wiedererkennungswert
- Bodenständiges und ehrliches Uhrmacherhandwerk
- Faire Preisgestaltung (good value for money)
und bilden die Basis sowie den Leitgedanken von NOMOS.
Seit der Gründung des Unternehmens wurde am stetigen Ausbau der Wertschöpfungstiefe gearbeitet. Dabei wurde sehr konsequent in die Basis- und Grundlagenforschung investiert, um die Abhängigkeit von Zulieferungen, insbesondere aus der Schweiz und hier im Besonderen von der Swatch Group Schritt für Schritt zu reduzieren.

Bild: NOMOS Swing-System – DUW 4401
Nun hat das Unternehmen, durch die Entwicklung eines eigenen Assortiments, mit dem Namen „NOMOS Swing-System“, die nahezu völlige Unabhängigkeit erreicht. Wie allgemein bekannt, ist einer der wichtigsten Lieferanten von Hemmungsbaugruppen für die gesamte Uhrenindustrie die Schweizerische, zur Swatch Group gehörende Firma Nivarox.
Die Frage, ob und in welcher Menge Nivarox auch konzernfremde Firmen weiterhin beliefern wird, spielt für NOMOS damit keine Rolle mehr. Einzig die Spiralfeder wird nach wie vor von extern bezogen, nun aber von dem deutschen Federspezialisten Carl Haas, mit Sitz in Schramberg. Carl Haas gehört zur Kern-Liebers Gruppe, einem wichtigen Zulieferer für die Automobilindustrie. Die Eigentümer, die Familie Steim, sind bezeichnenderweise auch die Eigentümer der Uhrenfabrik Junghans. So klein ist die Welt manchmal.
Die wesentliche Grundlagen- und Entwicklungsarbeit für das NOMOS Swing – System wurde gemeinsam mit der Universität Dresden vorangetrieben.
Durch die Quartzkrise Mitte der 70er Jahre wurde die Forschung und auch die Dokumentation im Bereich Assortiment, in der gesamten Branche leider ziemlich vernachlässigt. Lediglich Nivarox hat sich dieses heute wieder begehrte und bedeutsame Wissen damals gesichert und daraus ein Quasi-Monopol entwickelt.

Bild: NOMOS – Modell Metro
NOMOS hat dies nun nachgeholt und viel Aufwand in das Studium sowie die exakte Berechnung der dynamischen Abläufe gesteckt. Mit der NOMOS Metro wurde auf der diesjährigen Messe in Basel die erste Uhr mit dem hauseigenen Assortiment der Öffentlichkeit vorgestellt.
NOMOS Glashütte fertigt aktuell neun eigene Kaliber, die in insgesamt elf Modellfamilien zum Einsatz gelangen. Interessant dabei ist, dass bisher kein einziges, der seit der Unternehmensgründung entwickelten und am Markt eingeführten Modelle aus der Produktion genommen werden musste. D.h. die Familie der unverkennbaren NOMOS-Uhren konnte stetig erweitert werden, ohne dass strategische Korrekturen an der grundsätzlichen Ausrichtung erforderlich gewesen wären. Selbst die Uhren aus den Gründerjahren sind nach wie vor – ggfs. mit geringfügig modifizierten Zifferblatt – erhältlich.
Die aktuelle Kollektion beinhaltet damit auch heute noch den 1992 erstmalig der Öffentlichkeit vorgestellten Grundstock der Kollektion, die vier Grundmodelle Tangente, Orion, Ludwig und Tetra. Erst im Jahr 2007 kam eine neue Uhrenfamilie, die Club, hinzu.


Bilder: NOMOS – Modell Club
Das Modell Club (Durchmesser 36mm, Edelstahlboden und ausgestattet mit Kaliber Alpha) ist für das Einsteigermodell in die Welt der NOMOS- Uhren und derzeit (Stand 08/2014) für 1080 EURO im Fachhandel erhältlich.



Bilder: NOMOS – Modell Zürich
Im Jahr 2009 wurde die Modellfamilie Zürich und 2013 dann die Modellfamilie AHOI der Öffentlichkeit vorgestellt. 2014 präsentierte NOMOS schließlich das Modell Metro.
Mit den Modellen Lux und Lambda zeigte NOMOS im Jahr 2013 den interessierten Uhrenliebhaber erstmals, dass NOMOS Glashütte eine „Wirkliche“ Uhrenmanufaktur ist. In beiden Modellen ist die Haute Horlogerie zu Hause, also die Crème de la Crème der Uhrmacherkunst.
Die eigens hierfür entwickelten KaliberDUW 1001 bzw. DUW 2002 verfügen nicht nur über aufwendige Schliffe und Perlagen, sondern z.B. über in Chatons gefasste Lagersteine. Das Doppelfederhaus ermöglicht zudem eine Gangautonomie von 84 Stunden.


Bilder: NOMOS – Modell Lux mit Kaliber DUW 2002
Das Modell Lux erhält zudem ein an die Gehäuseform angepasstes Formwerk (DUW 2002), ein ganz besonderer optischer Leckerbissen. Der handgravierte Unruhkloben gehört dabei zum Standard der gehobenen Kaliberklasse aus Glashütter Fertigung.


Bilder: NOMOS – Modell Lambda mit Kaliber DUW 1001
Das Modell Lambda verfügt über eine aufwendig konstruierte minutengenaue Gangreserveanzeige, ganz sicher eine nicht alltägliche Komplikation.
NOMOS kombiniert mit dieser Uhrmacherkunst das für alle Uhren der Marke typische reduzierte Design – ein aufgeräumtes, klares Zifferblatt, elegante, schlanke Zeiger, eine schmale Lünette und die klare Formensprache des Gehäuses.
Uhren von NOMOS sind gleichermaßen zeitgemäß wie zeitlos, funktional und unaufdringlich, aber doch charakterstark. Bei NOMOS fällt uns immer ein „Augenzwinkern“ ein, sei es im Design, z.B. das Modell Lux, welches vom Zifferblatt her an eine Küchenuhr aus den 50er Jahren erinnert, oder im Bereich der sehr gekonnten PR-Arbeit.

Die Öffentlichkeitsarbeit von NOMOS, sowie das Design-Studio, vereint in der NOMOS Tochter Berlinblau, sind in der Hauptstadt der Republik, im Bezirk Kreuzberg zu finden.
Nun aber starten wir voller Spannung die Besichtigung der einzelnen Produktionsabteilungen. Der Rundgang führt uns zunächst durch den Hauptstandort von NOMOS GLASHÜTTE, im ehemaligen Bahnhofsgebäude der Uhrenstadt Glashütte. Hier befinden sich neben der Geschäftsleitung und der Forschung und Entwicklung auch die Verwaltung sowie die Einzelteilfertigung.

Die Abteilung Forschung Entwicklung beschäftigt derzeit zwölf Mitarbeiter, welche intensiv mit dem Fraunhofer Institut für Werkstofftechnik und der Technischen Universität in Dresden kooperieren. Dieser Abteilung ist die extreme Fertigungstiefe der Manufaktur von bis zu 95% am Kaliber sowie zahlreiche wichtige Patente zu verdanken. Erwähnenswert sind hier mitunter die im Jahr 2001 patentierte Datumsanzeige sowie die im Jahr 2002 patentierte Gangreserveanzeige und natürlich das bereits eingangs besprochene und in der Branche viel Beachtung und Anerkennung findende NOMOS-Swing-System.
In der Einzelteilfertigung bestaunen wir die zahlreichen Maschinen und Bearbeitungszentren, welche die filigranen Teile herstellen. Die aus Messing gefertigten Platinenrohlinge werden von einem Zulieferer aus dem Erzgebirge bezogen, in Glashütte werden dann die einzelnen Arbeitsschritte ausgeführt, bis letztlich die endgültige Geometrie auf bis zu 63 unterschiedlichen Ebenen, mit einer Vielzahl von Ausnehmungen und zum Teil winzigsten Bohrungen, erreicht wird. Die Genauigkeiten liegen hierbei im Mikrometerbereich.

Bild: Grundplatine mit Ansicht von Vorder- und Rückseite

Bild: Glashütter Dreiviertel-Platine
Die CNC-Maschinen stammen überwiegend vom Schweizer Werkzeugmaschinenhersteller Willemin-Macodel.
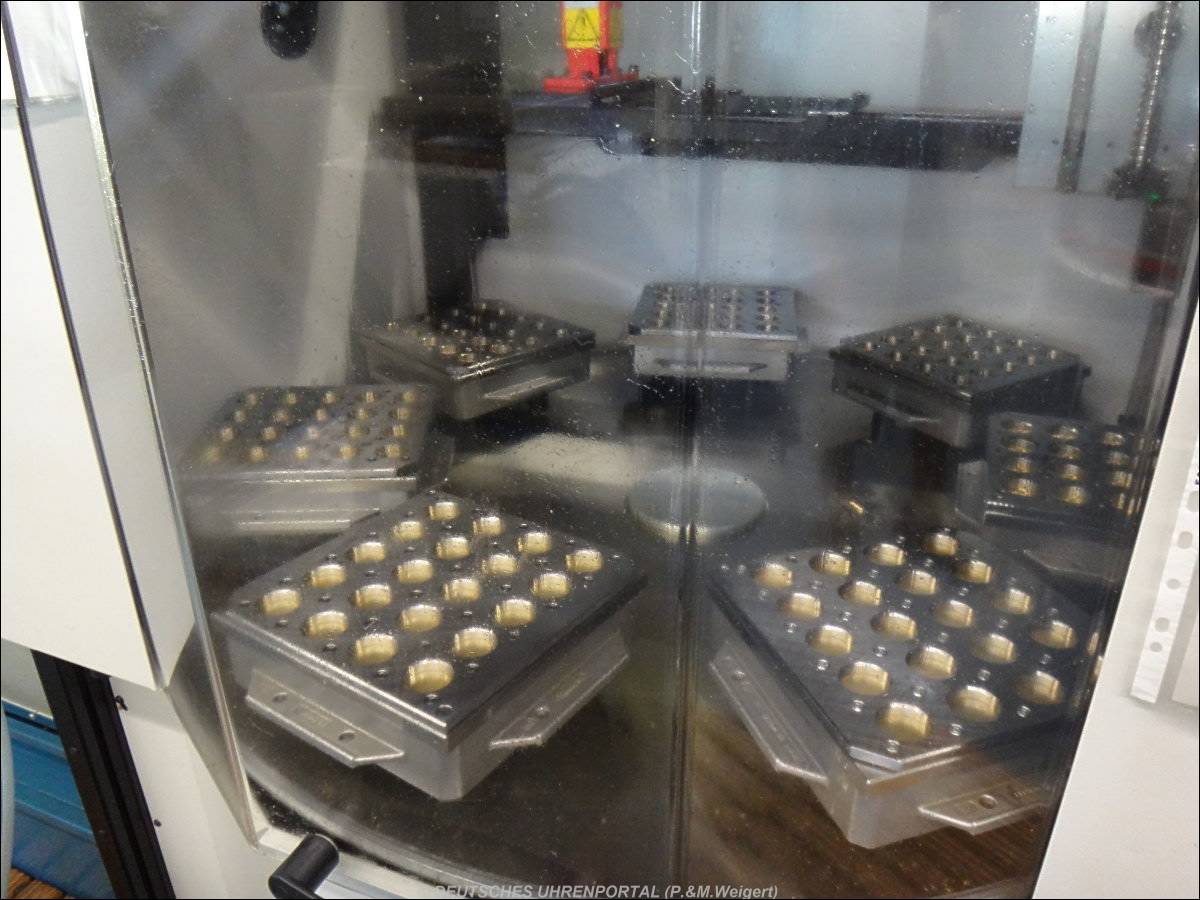
Ein neu angeschafftes 5-Achsen CNC Bearbeitungszentrum der Firma Kern präsentiert sich überraschenderweise nicht im üblichen feuerroten Farbton, sondern in schlichtem Grau und reiht sich damit perfekt und unauffällig in den vorhandenen Maschinenpark ein. Auch hier wird auf durchgehende Ästhetik geachtet. Chapeau!

Die Maschine besitzt einen Rundtisch mit insgesamt 7 Werkstückträgern, wovon jeder insgesamt 20 Platinenrohlinge aufnimmt.
Zur Minimierung von Fertigungstoleranzen, bei gleichzeitiger Optimierung der Maschinenlaufzeiten, setzt NOMOS neuerdings ein Verfahren ein, bei dem die Fräswerkzeuge in regelmäßigen Abständen automatisch vermessen und die genauen IST-Werte per Datenabgleich an die jeweilige CNC Fräsmaschine übermittelt werden.
Nach der Entnahme der Werkstückträger werden die Platinen herausgenommen, gereinigt, dort wo erforderlich entgratet, und dann der weiteren Bearbeitung zugeführt. Vor der anschließenden Oberflächenveredlung mit Rhodium werden die für Glashütte typischen Schliffe und Verzierungen aufgebracht.

Bild: Drahterodiermaschine von Sodick
Ein weiteres Highlight im Maschinenpark von NOMOS ist die moderne Drahterrodiermaschine der japanischen Firma Sodick. Die Werkstücke werden zu einzelnen Stapel paketiert und bei diesem Maschinentyp im Ölbad bearbeitet, anstelle des sonst häufig anzutreffenden ionisierten Wasserbades. Das Ölbad bringt den Vorteil, dass bei langen Bearbeitungszeiten am Werkstück keine Korrosion auftritt. Zudem fädelt die Maschine den Draht automatisch ein, was die Rüstzeiten erheblich verringert.
Insgesamt ist bei NOMOS eine rationelle, moderne Einzelteilfertigung bei konstant hohem Qualitätsniveau auszumachen. Sonst wären die fairen Endpreise der Uhren für den Endkunden nicht darstellbar.

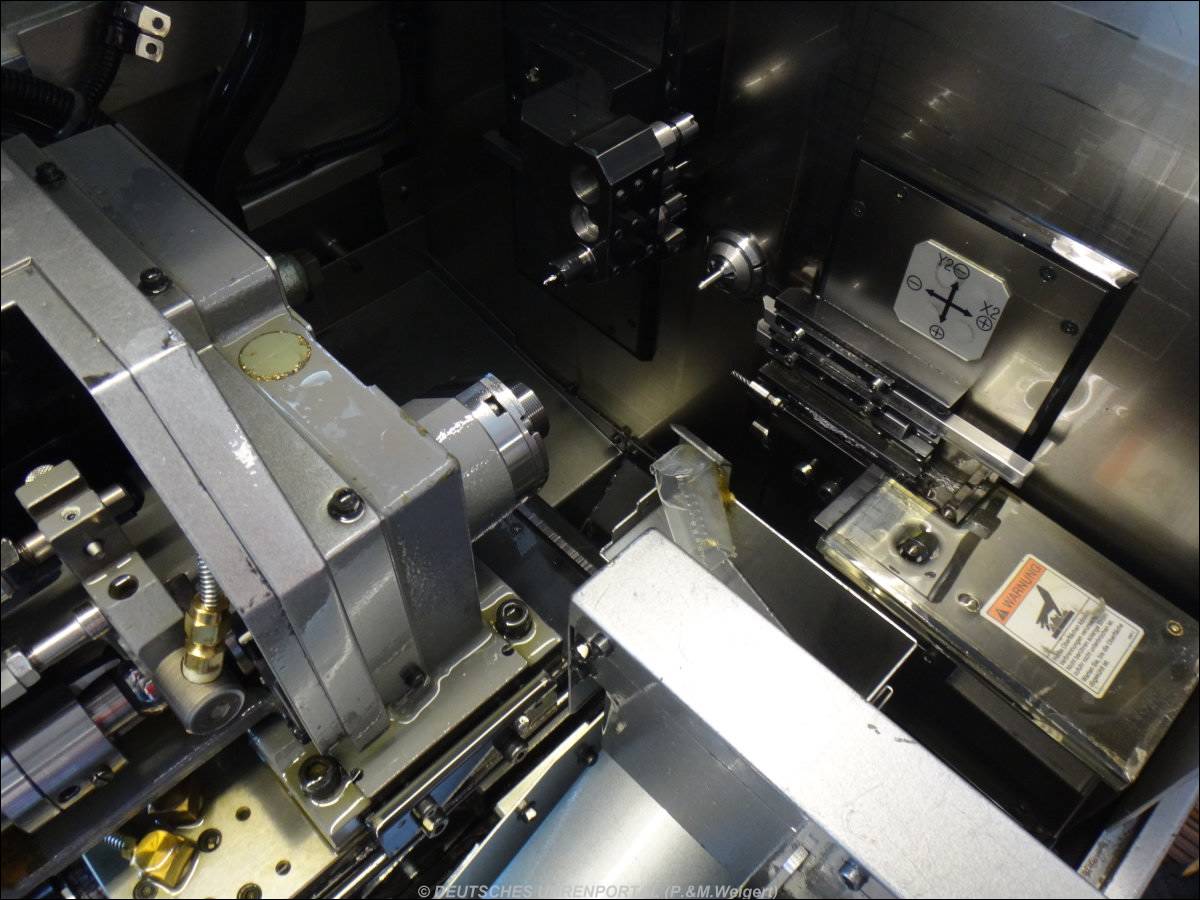
Bild: Langdrehautomat von CITIZEN
In der Dreherei sehen wir die bekannten und bewährten Langdrehautomaten von Citizen. Dort werden hauptsächlich Wellen, Triebe, kleine Zahnräder und bei Bedarf auch Schrauben gefertigt..
Ein beeindruckendes Stück Maschinenbau stellt eine ältere Verzahnungsmaschine dar, die die Verzahnung mit äußerster Präzision, im sogenannten Abwälzverfahren einbringt.

Bild: Einige Beispiele von Teilen, die der Langdrehautomat fertigt.
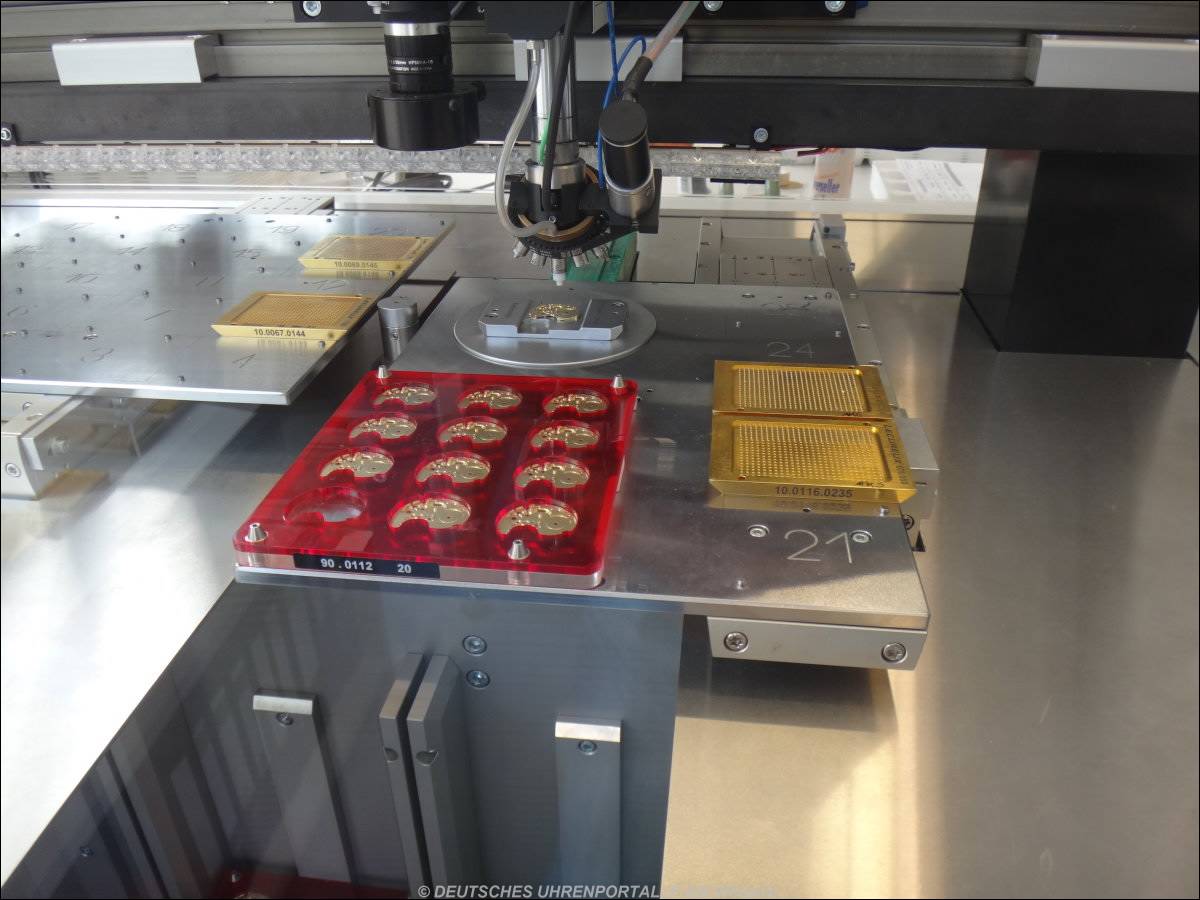
Bild: Automatisches Setzen von Lagersteinen
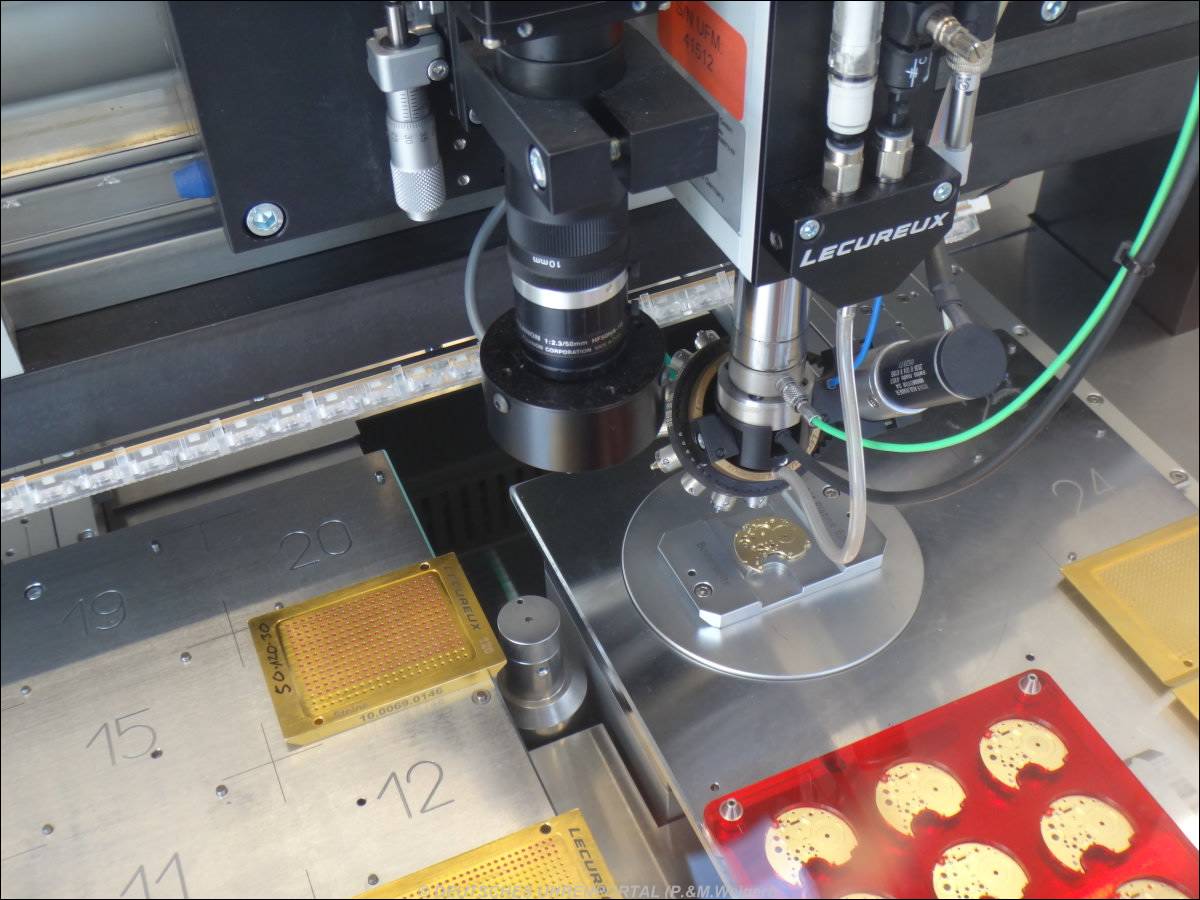
Bevor die Platinen nun an die Montageabteilung übergeben werden können, müssen noch die Lagersteine eingepresst werden. Dies erfolgt überwiegend vollautomatisch, mittels einer vom Bestücken von Leiterplatten her bekannten Pick and Place Maschine. NOMOS war nach eigenen Angaben der erste Werkehersteller, der diese Technologie in Deutschland einsetzt hat.

Bild: NOMOS Chronometrie; dort werden u.a. die Werke remontiert
In der zweiten Betriebsstätte von NOMOS Glashütte, in der Chronometrie, arbeiten die Uhrmacher. Hier werden alle Werke remontiert, reguliert und in die NOMOS Uhren eingeschalt.
Im Gebäude der Chronometrie, hoch oben, mit schönem Ausblick auf Glashütte, gehen derzeit umfangreiche An- und Umbaubauarbeiten vonstatten.

Bild: Blick auf Glashütte
Für die Einführung des NOMOS Swing-Systems einerseits und zur Erhöhung der Fertigungskapazität andererseits, werden zusätzliche Flächen benötigt. Gleichzeitig wird die Modernisierung des bestehenden Gebäudekomplexes vorgenommen.
Die Remontage der Kaliber unterteilt sich bei NOMOS in mehrere, voneinander getrennte Arbeitsschritte. Diese werden von mehreren, in genauer Abfolge arbeitenden Uhrmachern ausgeführt.

Bild: Manuelles Einsetzen des Räderwerkes
Dabei werden die Uhrwerke über in die Uhrmachertische integrierte Zuführungen auf Knopfdruck exakt positioniert und nach dem Einsetzen vorgegebener Werkebestandteile in kleine Paletten abgelegt und an den nächsten Arbeitsplatz übergeben.

Bild: Verschrauben der Dreiviertelplatine mittels eines drehmoment-
überwachten Schraubers
Nach dem Einsetzen aller beweglichen Teile werden die Lagerstellen an einer weiteren Station vollautomatisch mit der richtigen Sorte und richtigen Menge Öl versorgt.
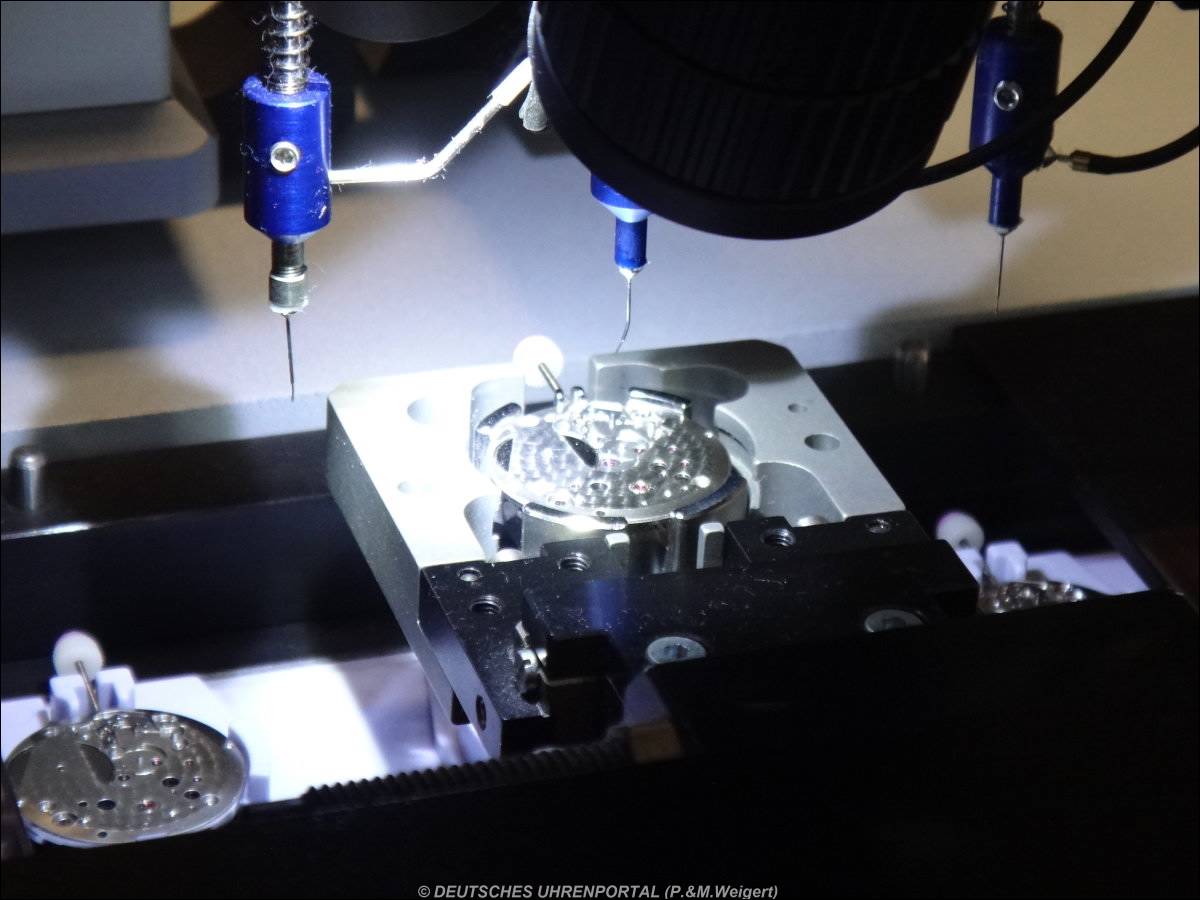
Bild: Vollautomatisches Ölen der zahlreichen Lagerstellen
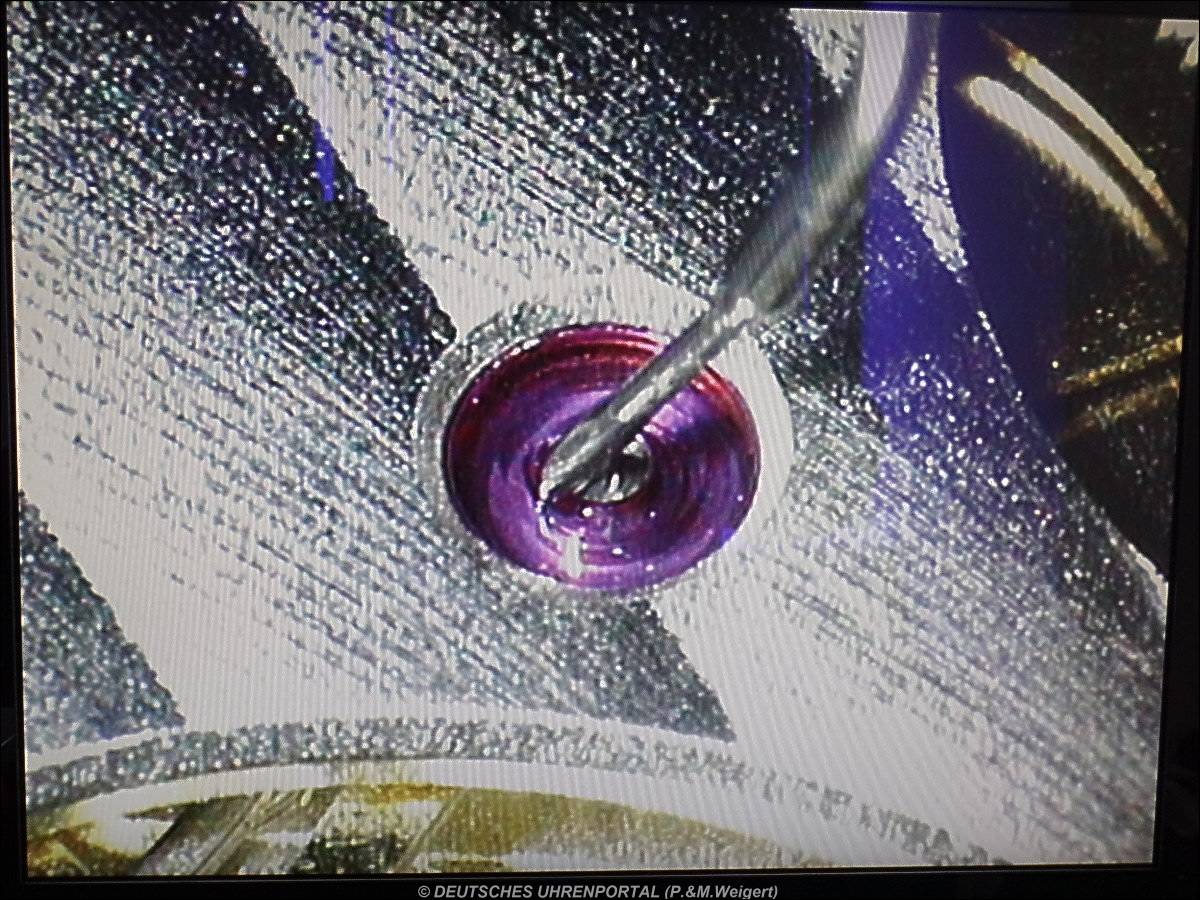
Bild: Vollautomatisches Ölen einer Lagerstelle (Detailaufnahme)
In den neuen, lichtdurchfluteten Räumlichkeiten der Chronometrie wird auch die Hemmungsbaugruppe vormontiert. Dies erfolgt in klassischer Uhrmachermanier, jedoch unter Zuhilfenahme modernster Messverfahren und Vorrichtungen. Hierzu zählt unter anderen das halbautomatische Auswuchten der Unruh.
Nach dem Ermitteln der Unwucht in Mikrogramm auf einer hochgenauen Messmaschine wird mit einem Fräser an exakt der richtigen Stelle genau so viel Material entfernt, dass die Unwucht verschwindet und die Uhr somit in allen Lagen möglichst gleichmäßige Gangwerte erreicht.
Ein weiterer wesentlicher Schritt bei der Vormontage der Hemmungsbaugruppe ist die genaue Zuordnung von Spiralfeder zu Unruhreifen: Sie werden klassiert. Die innerhalb bestimmter Toleranzgrenzen gefertigten Spiralen werden in insgesamt zwanzig Klassen eingeteilt und mit den ausgewuchteten, aufgrund der Materialentnahme jedoch mit unterschiedlichen Trägheitsmoment ausgestatteten Unruhreifen gepaart.
Nach dem Aufsetzen der Spirale auf die Unruh wird diese in einem manuellen Prozess unter dem Mikroskop per Hand auf exakte Parallelität getrimmt.
Die Ankerpaletten werden manuell in die Ausnehmungen des Ankers gesetzt und in klassischer Manier mit Schellack dauerhaft fixiert.
Nach dem Einsetzen der Hemmungsbaugruppe in das vormontierte Uhrwerk erfolgt die Vorregulierung.

Die Regulierung der Uhren erfolgt bei NOMOS in insgesamt drei Schritten, zunächst die Vorregulierung, dann das 6-tägige Beobachten und schließlich die Feinregulierung.
Die Feinregulierung findet immer im Rahmen einer Gegenprüfung und Bestätigung durch einen zweiten Uhrmacher statt.

Bild: NOMOS Zürich (Zifferblattseite)

Bild: Endkontrolle und Finishbereich
Nach der Freigabe des Uhrwerks für das Einschalen erfolgt die Endmontage der Uhr. Nach dem Aufsetzen des Zifferblattes und der Zeiger wird die komplette Baugruppe in das Gehäuse eingesetzt. Die Gangwerte der jetzt komplettierten Uhr werden anschließend erneut überprüft, und jede Uhr gemäß ihrer Spezifikation auf Dichtigkeit geprüft.

Bild: Das NOMOS Modell Ahoi
NOMOS Uhren finden ihre Endkunden auch heute noch überwiegend in Deutschland. Diesem nach wie vor wichtigsten Markt folgen Österreich, England und die Schweiz. Zunehmend an Bedeutung gewinnen die USA sowie die asiatischen Märkte.

Bild: Der NOMOS Flagship-Store in Glashütte
Als Vertriebswege bemüht NOMOS konsequent den gehobenen Fachhandels in jüngerer Zeit aber auch den Direktvertrieb, mittels eigenen Online-Shop, um auch Kunden in entlegeneren Gebieten bedienen zu können.
Der Besuch bei NOMOS Glashütte war eine wirkliche Bereicherung und präsentierte uns einen Hersteller, der es – wie nur wenig andere – versteht, dem Kunden ein qualitativ hochwertiges Produkt anzubieten und zwar zu bezahlbaren Preisen, getreu dem Motto: „Dort wo NOMOS draufsteht steht, ist auch NOMOS drin“.
Links:
Antworten